Three years ago, a Massachusetts medical device manufacturer faced catastrophic tap breakages producing titanium spinal implant housings with M6×1.0 internal threads 25mm deep. Tap failure rate: 18% (destroying $380/part blanks), average tool life: 12 parts, production delays: 6 days monthly from broken tap extractions.
They switched to thread milling. Results after 6 months: zero catastrophic tool failures, tool life increased to 180+ parts per insert, scrap rate dropped to 0.8%, production throughput increased 34%. Investment: $8,400 (thread mill tooling + CAM programming). Annual savings: $127,000 (reduced scrap + eliminated downtime).
This pattern repeats across aerospace, medical, automotive, and precision manufacturing where thread milling replaces traditional tapping, delivering superior reliability, flexibility, and quality. This guide uses February 2026 industry data, cutting parameter specifications, and application frameworks explaining why thread milling became essential for modern CNC operations.
What Thread Milling Is and How It Works
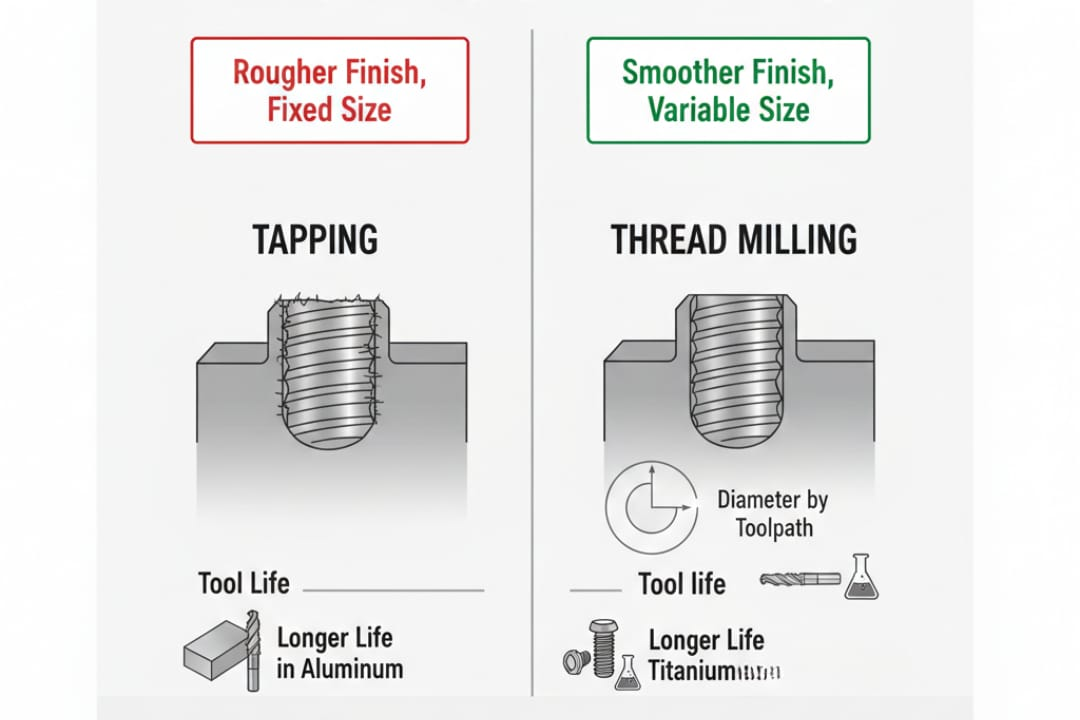
Thread milling creates internal or external threads using rotating cutting tool following helical toolpath around hole circumference (internal) or shaft (external). Unlike tapping—which cuts all thread forms simultaneously in single axial plunge—thread milling gradually machines thread profile through controlled circular interpolation combined with Z-axis feed.
Process mechanics: CNC machine moves thread mill in circular path matching thread’s major diameter while simultaneously advancing along Z-axis at pitch rate, creating helical motion. Multiple revolutions complete full thread depth—typically 1.5-3 revolutions depending on thread pitch and material.
Critical distinction: Single tool produces multiple thread sizes/pitches through programmatic diameter/pitch changes vs. tapping requiring dedicated tap for each thread specification.
Thread standards machined: ISO metric (M2-M100+), ANSI unified (UNC, UNF, UNEF), NPT/NPTF pipe threads, ACME, trapezoidal, custom profiles.
Thread Milling vs Tapping: Performance Comparison
| Factor | Thread Tapping | Thread Milling |
|---|---|---|
| Tool failure mode | Catastrophic (breaks in hole) | Gradual wear (predictable) |
| Removal if broken | Extremely difficult/impossible | Easy (not wedged in hole) |
| Tool life (stainless steel) | 15-50 holes typical | 150-400 holes per insert |
| Flexibility | One tap = one thread size | One tool = multiple sizes/pitches |
| Deep thread capability | Limited (3-4× diameter max) | Excellent (10× diameter+) |
| Hard material performance | Poor (high torque, breakage) | Excellent (controlled forces) |
| Chip evacuation | Difficult (axial only) | Excellent (helical + radial) |
| Thread quality consistency | Variable (tap wear affects form) | Excellent (digitally controlled) |
| Setup time | Fast (simple operation) | Moderate (CAM programming) |
| Cycle time | Faster (simple threads) | Slower (complex motion) |
| Cost per thread (high volume) | Lower | Higher |
| Cost per thread (low volume) | Higher (tool inventory) | Lower (tool flexibility) |
Why Thread Milling Solves Critical Manufacturing Problems
1. Eliminates Catastrophic Tool Failure Risk
Taps fail suddenly—spiral flutes wedge in hole, torque spikes, tap snaps. Extraction requires EDM burning ($200-$800 per incident) or scrapping part entirely.
Thread milling failure mode: Gradual predictable wear visible through inspection. If tool breaks (rare), it’s not wedged—simple removal, no part damage.
Cost impact: Aerospace fastener manufacturer eliminated $42,000 annual tap extraction costs switching to thread milling on 17-4PH stainless steel components.
2. Extends Tool Life 3-15× vs Tapping
Cutting mechanics difference: Tapping engages all thread flanks simultaneously creating massive forces. Thread milling removes small chip per revolution distributing load over multiple cutting edges.
Tool life comparison (M8×1.25 in 316 stainless steel, 20mm deep):
- HSS tap: 15-25 holes
- Coated carbide tap: 40-80 holes
- Indexable carbide thread mill: 180-350 holes per insert
- Solid carbide thread mill: 120-200 holes
ROI calculation: Thread mill insert costs $45-$85 vs tap $25-$65, but produces 5-8× parts—effective cost/hole drops 60-75%.
3. Enables Precision Thread Adjustment Without Tooling Changes
Digital flexibility: Modify thread diameter ±0.05mm through CAM program adjustment without physical tool change. Critical for:
- Tolerance compensation for thermal expansion
- Assembly fit optimization
- Coating thickness accommodation
- Thread class adjustment (2B to 3B)
Case study: Automotive transmission housing (October 2025)
Application: Aluminum transmission case, M10×1.5 threads, ±0.05mm tolerance for bearing preload control Challenge: Thread diameter variation from casting process required custom taps (6 sizes, $180 each, 3-week lead time) Solution: Single thread mill with programmatic diameter adjustment Results: One tool ($125) replaced 6 taps, eliminated lead time, improved assembly yield 22%
4. Excels in Difficult Materials
Material challenges favoring thread milling:
Titanium alloys (Ti-6Al-4V, Ti-6-2-4-2): Work hardening during tapping destroys taps rapidly. Thread milling’s gradual engagement prevents work hardening, extends tool life 8-12×.
Stainless steel (300/400 series): Galling tendency causes tap seizure. Thread milling’s interrupted cutting prevents galling.
Inconel/Hastelloy: Extreme hardness breaks taps. Thread milling distributes forces, enables successful threading.
Hardened steels (>45 HRC): Impossible to tap economically. Thread milling with CBN-coated tools achieves success.
Thread Milling Tool Types and Applications
Single-form (single-point) thread mills:
- One cutting edge
- Produces any thread diameter/pitch through programmatic control
- Slowest cycle time (multiple revolutions required)
- Maximum flexibility
- Cost: $85-$280
- Best for: Prototyping, custom threads, infrequent production
Multi-form thread mills:
- Multiple teeth cutting several thread forms simultaneously
- Faster than single-form (fewer revolutions)
- Limited diameter range per tool
- Cost: $120-$380
- Best for: Production threading, standard sizes
Full-form thread mills:
- Cutting edge matches complete thread profile
- Single revolution creates full thread
- Fastest cycle time
- Fixed diameter/pitch
- Cost: $180-$650
- Best for: High-volume production, dedicated applications
Cutting Parameters for Thread Milling Success
General parameter guidelines (M10×1.5, 20mm deep, 316 stainless steel, coated carbide tool):
- Spindle speed: 1,800-2,500 RPM (surface speed 50-70 SFM)
- Feed per revolution: 0.002-0.004″ (chip load per tooth)
- Depth per revolution: 1× pitch (1.5mm for M10×1.5)
- Number of revolutions: 2.5-3.5 (completes thread depth + clearance)
- Coolant: Through-spindle high-pressure (1,000+ PSI) or flood
- Total cycle time: 45-75 seconds
Material-specific adjustments:
- Aluminum: 3-5× higher speeds (150-250 SFM)
- Titanium: 50-60% lower speeds (25-40 SFM), high-pressure coolant mandatory
- Inconel: 40-50% lower speeds (20-30 SFM), ceramic or CBN tooling
Integration With Custom CNC Milling Workflows
Thread milling integrates seamlessly with custom CNC milling operations, enabling complete part machining in single setup—critical for precision components where thread alignment to other features determines assembly success.
Single-setup advantages:
- Hole drilling + thread milling + face milling + pocketing in one operation
- Eliminates setup error (±0.02-0.05mm typical between setups)
- Reduces handling damage risk
- Shortens total production time 30-45%
- Improves geometric tolerances (position, perpendicularity, concentricity)
Companies like FastPreci leverage this integrated approach, combining precision CNC milling expertise with advanced threading strategies, delivering complex components where threaded features maintain tight positional relationships to other machined surfaces—particularly valuable in aerospace and medical applications where thread location accuracy affects assembly performance.
Industries Driving Thread Milling Adoption
Aerospace: Aircraft structural components, engine mounts, landing gear (titanium, aluminum, Inconel threads requiring reliability + weight reduction)
Medical devices: Surgical instruments, implants, diagnostic equipment (biocompatible materials, stringent quality standards, traceability requirements)
Automotive performance: Racing engines, transmission components, suspension parts (high-strength materials, tight tolerances, weight optimization)
Industrial equipment: Hydraulic manifolds, pressure vessels, precision machinery (deep threads, hard materials, critical applications)
Electronics/robotics: Miniature threaded features, exotic materials, tight tolerance requirements
When Thread Milling Makes Economic Sense
Choose thread milling when:
- Materials difficult to tap (titanium, Inconel, hardened steels)
- Deep threads (>3× diameter depth)
- Tap breakage history exists
- Thread diameter flexibility needed
- Low-to-medium volume production (<5,000 threads annually)
- Part cost makes scrap risk unacceptable
- Tight thread tolerances required (class 3B, custom fits)
- Single-setup manufacturing preferred
Choose tapping when:
- Simple materials (low-carbon steel, aluminum)
- Shallow threads (<2× diameter)
- Extremely high volume (>10,000+ threads, cycle time critical)
- Thread specifications completely standardized
- No setup flexibility needed
Critical Success Factors
CAM programming expertise: Thread milling requires helical interpolation programming—verify supplier’s CAM capabilities (Mastercam, NX, CATIA, Hypermill thread milling modules).
Machine capability: Requires CNC with circular interpolation, simultaneous 3-axis motion, adequate spindle speed (minimum 3,000 RPM, preferably 8,000+).
Tooling selection: Match tool type (single/multi/full-form) to application volume and flexibility requirements.
Process documentation: Establish cutting parameters, tool life monitoring, inspection criteria before production.
FAQs: Thread Milling Implementation
- What is thread milling?
Thread milling is a CNC machining process that creates internal or external threads using a rotating cutting tool moving in a helical path, gradually forming threads over multiple revolutions. - What are advantages of thread milling over tapping?
Thread milling reduces tool breakage risk, improves tool life, allows diameter adjustments without tool changes, handles difficult materials better, enables deeper threads, and improves chip evacuation. - Is thread milling faster than tapping?
No. Tapping is faster per thread, but thread milling reduces tool changes, scrap, and downtime, often lowering total production time in complex or multi-thread-size machining. - What materials are best for thread milling?
Thread milling performs best in difficult materials like titanium alloys, stainless steel, Inconel, hardened steels, and high-strength aluminum, but works effectively across most machinable materials. - What thread sizes can be thread milled?
Thread milling can produce threads from about M2 to M100+, depending on tool size, hole diameter, and machine capacity. - What equipment is needed for thread milling?
Thread milling requires a CNC machine with 3-axis motion, circular interpolation, high spindle speed, CAM software for helical toolpaths, proper toolholding, coolant system, and thread inspection tools.
Thread Milling as Manufacturing Strategic Advantage
Thread milling transforms threading from limitation into capability—enabling manufacturers to machine threads in materials previously considered too difficult, produce custom thread specifications without tooling delays, and eliminate scrap risk from tap breakage in high-value components.
For precision manufacturing demanding reliability, custom CNC milling workflows integrating thread milling deliver superior results through single-setup operations, digital flexibility, and predictable tool performance.
What threading challenges are preventing manufacturing confidence—tap breakage in hard materials, deep thread requirements, or custom thread specification needs?